1. ņä£ ļĪĀ
1.1 ņ╗©ĒģīņØ┤ļäł ņĀüĒĢśņ×æņŚģ

1.2 Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņĘ©ĻĖē ĒĢśņŚŁņןļ╣ä
1.3 ņäĀĒ¢ē ņŚ░ĻĄ¼
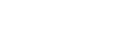
2. ņØĖņČ£ ņł£ņä£ļź╝ ņé¼ņĀäņŚÉ ņ¦ĆņĀĢĒĢ£ ļŗ©ņØ╝ ņäĀņé¼ņØś Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņØĖņČ£ņØä ņ£äĒĢ£ ĻĖ░ļīĆ ņ×¼ņĘ©ĻĖē Ēܤņłś ņČöņĀĢ
1) ņØĖņČ£ĒĢśļŖö ļÅÖņĢłņŚÉļŖö ņāłļĪ£ņÜ┤ ņ╗©ĒģīņØ┤ļäłņØś ņČöĻ░ĆļÅä ņŚåĻ│Ā, ļŗż ļźĖ ņäĀņé¼ļź╝ ņ£äĒĢ£ ņ╗©ĒģīņØ┤ļäł ņØĖņČ£ ņÜöĻĄ¼Ļ░Ć ņŚåļŗż.
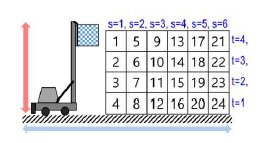
2) ņ×¼ņĘ©ĻĖēļÉ£ ņ╗©ĒģīņØ┤ļäłļŖö ļŗżļźĖ ņŚ┤ļĪ£ Ļ░ĆļŖö Ļ▓āņØ┤ ņĀĢņāüņØ┤ļéś ĻĘĖ ĒśäņāüņØä ļČäņäØĒĢśĻĖ░ ņ¢┤ļĀżņÜ░ļ»ĆļĪ£ ļŗ©ņł£ĒÖöņŗ£ņ╝£, ņ×¼ņĘ©ĻĖēļÉ£ ņ╗©ĒģīņØ┤ļäłļŖö ņøÉņ£äņ╣śļĪ£ ļÅīņĢäņśżļŖö Ļ▓āņ£╝ļĪ£ Ļ░ĆņĀĢĒĢ£ļŗż.
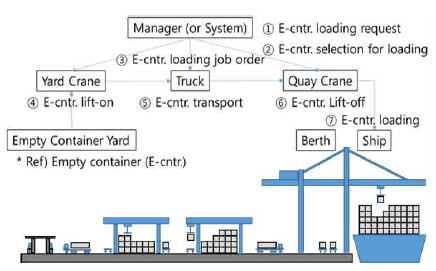
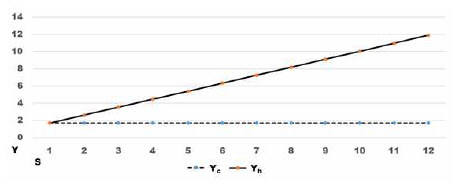
S = ĒĢ£ ļ▓ĀņØ┤(Bay) ļé┤ ņŚ┤(Row or Stack)ņØś Ļ░£ņłś
T = ņŚ┤(Row or Stack) ļé┤ Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņĄ£ļīĆ ņĀüņ×¼ ņĖĄ (Tier)ņØś Ļ░£ņłś
s = ļīĆņāü Ļ│Ą ņ╗©ĒģīņØ┤ļäłĻ░Ć ņ£äņ╣śĒĢśļŖö ņŚ┤ (1ŌēżsŌēżS)
t = ļīĆņāü Ļ│Ą ņ╗©ĒģīņØ┤ļäłĻ░Ć ņ£äņ╣śĒĢśļŖö ņĖĄ (1ŌēżtŌēżT)
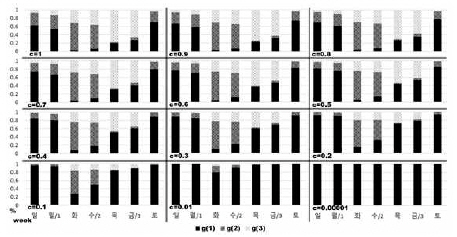
p = ņØĖņČ£ ļīĆņāüņØś Ļ│Ą ņ╗©ĒģīņØ┤ļäłņØś ļ╣äņ£©
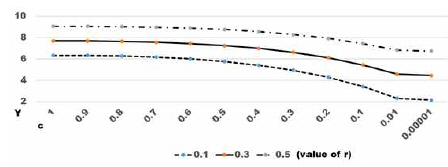
r = Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņżæ ņłśļ”¼ ļīĆņāü ņ╗©ĒģīņØ┤ļäłņØś ļ╣äņ£©
u = ņØĖņČ£ ļīĆņāüņØś Ļ│Ą ņ╗©ĒģīņØ┤ļäłļĪ£ņŹ© ņé¼ņÜ® Ļ░ĆļŖźĒĢ£ Ļ│Ą ņ╗©ĒģīņØ┤ ļäłņØś ļ╣äņ£©
E = ĒĢ£ ļ▓ĀņØ┤ ļé┤ ņØĖņČ£ ļīĆņāü Ļ│Ą ņ╗©ĒģīņØ┤ļäłļź╝ ļ¬©ļæÉ ņØĖņČ£ņŚÉ ļö░ ļźĖ ņ┤Ø ĻĖ░ļīĆ ņĘ©ĻĖē ĒܤņłśņØ┤ļ®░, ņןļ╣ä ņóģļźśņŚÉ ļö░ļØ╝ņä£ ĒŖĖļ×£ņŖż ĒŹ╝ Ēü¼ļĀłņØĖņØĆ EcņÖĆ Ēāæ ĒĢĖļōżļ¤¼ļŖö EhļĪ£ ĻĄ¼ļČä
U = ĒĢ£ ļ▓ĀņØ┤ ļé┤ ņØĖņČ£ ļīĆņāü Ļ│Ą ņ╗©ĒģīņØ┤ļäł ĒĢśļéśļź╝ ņØĖņČ£ĒĢśļŖö ļŹ░ ĒĢäņÜöĒĢ£ ĻĖ░ļīĆ ņĘ©ĻĖē Ēܤņłś. ņןļ╣ä ņóģļźśņŚÉ ļö░ļØ╝ņä£ ĒŖĖļ×£ņŖż ĒŹ╝ Ēü¼ļĀłņØĖņØĆ UcņÖĆ Ēāæ ĒĢĖļōżļ¤¼ļŖö UhļĪ£ ĻĄ¼ļČä
Y = ļ¬©ļōĀ ņäĀņé¼ļź╝ Ļ│ĀļĀżĒĢśņŚ¼ ĒĢśļéśņØś Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņĀüĒĢśļź╝ ņ£äĒĢśņŚ¼ ĒĢäņÜöĒĢ£ ĻĖ░ļīĆ ņĘ©ĻĖē Ēܤņłś
2.1 ĒŖĖļ×£ņŖżĒŹ╝ Ēü¼ļĀłņØĖņØä ņØ┤ņÜ®ĒĢśļŖö ņןņ╣śņן
(TC-1) ĒĢśņ£äņĖĄ ņ╗©ĒģīņØ┤ļäłļŖö ņØĖņČ£ ļīĆņāüņŚÉ ĒżĒĢ©ļÉśĻ│Ā ņāüņ£äņĖĄ ņ╗©ĒģīņØ┤ļäłĻ░Ć ņØĖņČ£ ļīĆņāüņŚÉ ĒżĒĢ©ļÉśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ ņ×¼ņĘ©ĻĖē ļ░£ ņāØĒĢ£ļŗż. ņØ┤ Ļ▓ĮņÜ░ļŖö ņāüņ£äņĖĄņŚÉ ņĀüņ×¼ļÉ£ ņ╗©ĒģīņØ┤ļäłĻ░Ć ņØ┤ļ▓ł ņĀüĒĢś ņ╗©ĒģīņØ┤ļäł ļ¬®ļĪØņŚÉ ĒżĒĢ©ļÉśņ¦Ć ņĢŖļŖö Ļ▓ĮņÜ░ļĪ£ ĻĘĖ ņāüņ£äņĖĄ ņ╗©ĒģīņØ┤ļäłļŖö ĒĢ┤ļŗ╣ ņ╗©ĒģīņØ┤ļäłļź╝ ņØĖņČ£ĒĢĀ ļĢī ņ×¼ņĘ©ĻĖēļÉśņ¢┤ņĢ╝ ĒĢśļŖö ņ╗©ĒģīņØ┤ļäłņØ┤ļŗż.
(TC-2) ņāüņ£äņĖĄ ņ╗©ĒģīņØ┤ļäłņÖĆ ĒĢśņ£äņĖĄ ņ╗©ĒģīņØ┤ļäłĻ░Ć ļæś ļŗż ņØĖņČ£ ļīĆņāüņŚÉ ĒżĒĢ©ļÉśļŖö Ļ▓ĮņÜ░, ļæś Ļ░äņØś ņāüļīĆņĀüņØĖ ņØĖņČ£ ņł£ņä£ņŚÉ ļö░ļØ╝ ņāüņ£äņĖĄ ņ╗©ĒģīņØ┤ļäłĻ░Ć ņ×¼ņĘ©ĻĖēļÉĀ ņłśļÅä ņĢłļÉĀ ņłśļÅä ņ׳ņØī
2.2 Ēāæ ĒĢĖļōżļ¤¼ļź╝ ņØ┤ņÜ®ĒĢśļŖö ņןņ╣śņן
(TH-1) ĒŖ╣ņĀĢ ņ╗©ĒģīņØ┤ļäłĻ░Ć ņØĖņČ£ ļīĆņāü ņ╗©ĒģīņØ┤ļäłņŚÉ ĒżĒĢ©ļÉśņ¦Ć ņĢŖņ£╝ļéś, ļÅÖņØ╝ ņŚ┤ ĒĢśņ£äņĖĄ ļ░Å ļÆż ņŚ┤ņØś ņ╗©ĒģīņØ┤ļäłĻ░Ć ņØĖņČ£ ļīĆ ņāüņŚÉ ĒżĒĢ©ļÉ£ļŗż.
(TH-2) ĒŖ╣ņĀĢ ņ╗©ĒģīņØ┤ļäłĻ░Ć ņØĖņČ£ ļīĆņāü ņ╗©ĒģīņØ┤ļäłņŚÉ ĒżĒĢ©ļÉśĻ│Ā, ļÅÖņØ╝ ņŚ┤ ĒĢśņ£äņĖĄ ļ░Å ļÆż ņŚ┤ņØś ņ╗©ĒģīņØ┤ļäłĻ░Ć ĒĢ┤ļŗ╣ ņ╗©ĒģīņØ┤ļäł ļ│┤ļŗż ļ©╝ņĀĆ ņØĖņČ£ļÉ£ļŗż.
3. ņØĖņČ£ ņł£ņä£ļź╝ ņé¼ņĀäņŚÉ ņ¦ĆņĀĢĒĢśņ¦Ć ņĢŖņØĆ ļŗ©ņØ╝ ņäĀņé¼ņØś Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņØĖņČ£ņØä ņ£äĒĢ£ ĻĖ░ļīĆ ņ×¼ņĘ©ĻĖē Ēܤņłś ņČöņĀĢ
3.1 ĒŖĖļ×£ņŖżĒŹ╝ Ēü¼ļĀłņØĖņØä ņØ┤ņÜ®ĒĢśļŖö ņןņ╣śņן
3.2 Ēāæ ĒĢĖļōżļ¤¼ļź╝ ņØ┤ņÜ®ĒĢśļŖö ņןņ╣śņן
Fig.┬Ā5
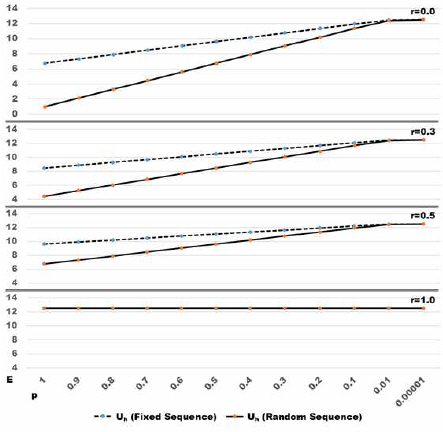

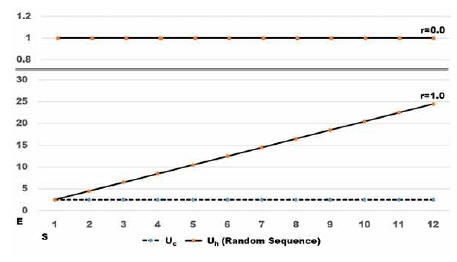
4. ņØĖņČ£ ņł£ņä£ļź╝ ņé¼ņĀäņŚÉ ņ¦ĆņĀĢĒĢśņ¦Ć ņĢŖņØĆ ļ│Ąņłś ņäĀņé¼ņØś Ļ│Ą ņ╗©ĒģīņØ┤ļäł ņØĖņČ£ņØä ņ£äĒĢ£ ĻĖ░ļīĆ ņ×¼ņĘ©ĻĖē Ēܤņłś ņČöņĀĢ
Fig.┬Ā8
4.1 ĒŖĖļ×£ņŖżĒŹ╝ Ēü¼ļĀłņØĖņØä ņØ┤ņÜ®ĒĢśļŖö ņןņ╣śņן
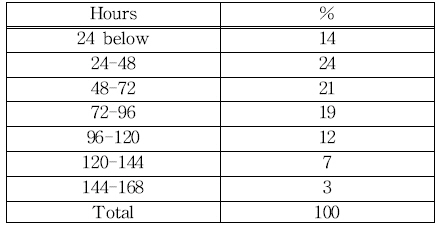
Fig.┬Ā9
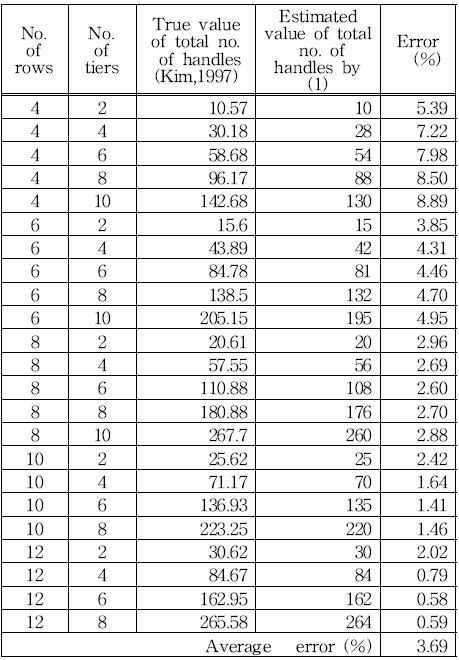
Table┬Ā5

|

Table┬Ā7

|

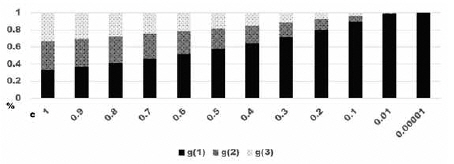
4.2 Ēāæ ĒĢĖļōżļ¤¼ļź╝ ņØ┤ņÜ®ĒĢśļŖö ņןņ╣śņן
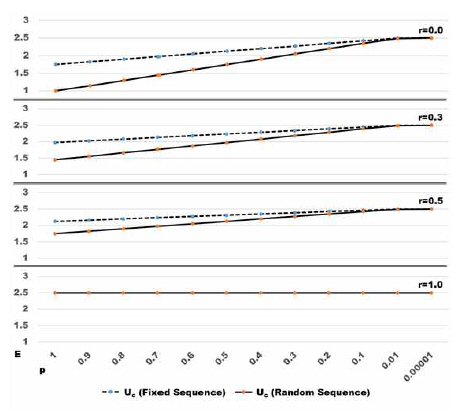
Fig.┬Ā11
 PDF Links
PDF Links PubReader
PubReader Full text via DOI
Full text via DOI Download Citation
Download Citation Print
Print






